





在采用脉冲穿孔的情况下,为了获得高质量的切口,从工件静止时的脉冲穿孔到工件等速连续切割的过渡技术应加以重视。从理论上讲通常可改变加速段的切割条件,如焦距、喷嘴位置、气体压力等,但实际上由于时间太短改变以上条件的可能性不大。在工业生产中主要采用改变激光平均功率的办法比较现实,具体方法是改变脉冲宽度;改变脉冲频率;同时改变脉冲宽度和频率。实际结果表明,第3种效果好。






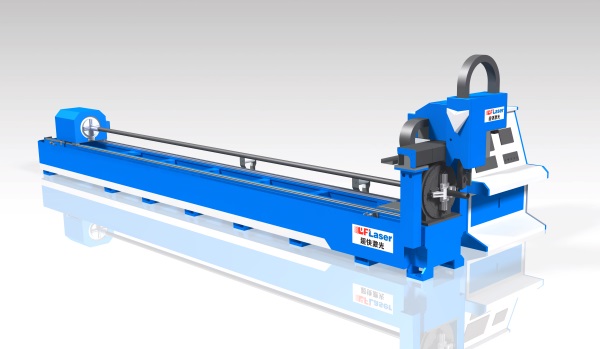
随着激光技术的不断发展,激光切割机以其柔韧性和灵活性,逐步取代了传统的切割加工方式。激光切割是将从激光器发射出的激光,经过光路系统,聚焦成为高功率密度的激光束,激光束照射到工件的表面上,可以使工件达到熔点或者是沸点,随着光束与工件相对应地移动,可以使材料形成切缝,从而完成切割。
金属板材切割应用激光切割机的优势:
1、切割缝细:激光切割的割缝一般在0.10~0.20mm;
2、切割面光滑:激光切割机的切割面刺,可切割各种厚度的板材,且切割面非常光滑,无需二次加工;
3、速度快,有效提高金属板材切割生产效率;

二氧化碳激光切割技术中,二氧化碳气体是产生激光光束的介质。然而,光纤激光是通过二极管和光纤电缆进行传输工作的。光纤激光系统通过多个二极管泵浦产生激光束,然后通过挠性光纤电缆传输至激光切,而非通过反射镜传输光束。这样有很多优势,首先是切割床尺寸。气体激光技术中反射镜必须设定在一定的距离内,和其不同,光纤激光技术无范围限制。而且甚至可以将光纤激光安装在等离子切割床的等离子切旁边,二氧化碳激光切割技术无此可选件。同样,在和同等功率的气体切割系统比较时,由于光纤弯曲的能力使得该系统显得更加紧凑。

您好,欢迎莅临超快激光,欢迎咨询...
 触屏版二维码 |




